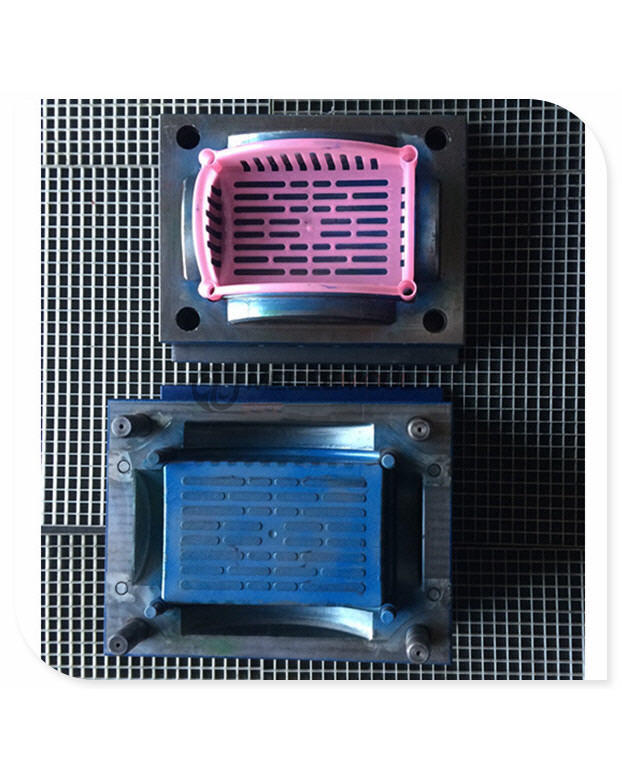
Injection Mold for Fruit Basket
Injection Mold
Specifications
Mold:
1. ISO/TS16949 Certificated
2. HASO. DME. LKM mould standard.
3. Design software: UG. PROE. CAD etc.
4. On-time delivery
1. Mold Material P20 steel, 718, 2738, H13, NAK80, 2344, 2343, S136, etc...
2. Runner Cold runner. Hot runner: Yudo/DME/HASCO
3. Certificate ISOTS16949
4. Standard HASCO. DME, LKM
5. Specification drawings PRO/E, Auto CAD, Solidwork, CAXA UG, CAD/CAM/CAE.
6. Precision machining CNC, milling machine, drilling machine, numerical lathe, all types of lathe.
7. Surface finish process polishing, sand blasting, heat treatment, painting, powder coating, anodizing, electroplating, mirror polishing.
8. Service OEM service available.
9. Lead time 15-25days
10. Advantage Good quality and strict delivery time.
| Parts Material  |
Plastic injection molding grade, such as PE, PVC ABS, PC, PP, POM, PA6( PA66, GF filled), PMMA, PET(PBT)Â Â Â Â Â Â Â |
| Cav.& Cor. Material | P20, H13,S136, NAK80, 718, 2738, 2316, SKD61 etc; |
| Mold Base | Â LKM, DME, HASCO or Customize according to customers' requirements; |
| Cavity quantity |  1*1, 1+1, 1*2, 1+1+1, etc.                                      |
| Shot Runner |  Cold or Hot Runner_ HASCO/DME/YUDO etc.                |
| Mold lifetime |  100K to 1500k shots or according to customers quantity condition to decide it with saving cost for our customers. |
| Soft wares |  CAD/CAM/CAE, UG, Pro/E, Powmill, Solid works etc. |
| Package | Wooden case packing  or OEM packing |
| Plastic Mold (Moulds) production process |  |
| 1. OEM Service | OEM & ODM service, we can provide design service if needed |
| 2. Quotation | Including the price of moulds, moulds sizes, material for cores & cavities, weight of moulds, freights for moulds & parts (if needed), part cost, moulds lifetime, delivery, etc. |
| 3. Purchasing Order | As per the customers' designs of parts, and suppliers accept the orders |
| 4. Confirmation | Provide moulds drawings to customers for confirmation, after that, order moulds base & material, start production |
| 5. Component | High speed chip makes the reflection more quickly |
| 6. sample shoot | provide the moulds test samples for confirmation, after that, mass production |
| 7. Delivery | deliver goods by air or by sea, as per the requirements of customers |
| 8. Package | Wooden case for moulds, cartons for parts |
Casting Polyurethane Prepolymer
Casting Polyurethane Prepolymer used for making wheels, Sieve, machinery parts, sealing ring, PU rollers and other elastomers.
We provide customized products , polyester and polyether in PTMEG/PPG based materials
Casting polyurethane prepolymers involves a process where a liquid mixture of polyols and isocyanates is poured into a mold or container and allowed to cure or solidify. This process is commonly used in various industries such as automotive, construction, and manufacturing.
Here is a step-by-step guide on how to cast polyurethane prepolymers:
1. Prepare the mold: Clean the mold thoroughly and ensure it is free from any debris or contaminants. Apply a mold release agent to facilitate the easy removal of the cured polyurethane.
2. Measure and mix the components: Measure the desired amount of polyol and isocyanate components. The specific ratio will depend on the desired properties of the final product, which can be found in the product's technical data sheet. Pour the measured components into a clean mixing container.
3. Mix the components: Use a mechanical mixer or a high-speed drill with a mixing attachment to thoroughly mix the polyol and isocyanate components together. Make sure to mix for the recommended amount of time specified by the manufacturer to ensure complete homogeneity.
4. Degassing: After mixing, it is important to degas the mixture to remove any trapped air bubbles. This can be done by placing the mixture in a vacuum chamber and applying vacuum pressure for a specified period of time. Alternatively, a vacuum degassing unit can be used.
5. Pouring the mixture: Once the mixture is properly degassed, pour it into the prepared mold or container. Take care to avoid introducing any additional air bubbles during the pouring process.
6. Curing: Allow the poured mixture to cure at room temperature or, if necessary, in a temperature-controlled environment. The curing time will vary depending on the specific polyurethane prepolymer used and the desired hardness or flexibility of the final product. Follow the manufacturer's recommendations for curing time and temperature.
7. Demolding: After the polyurethane has fully cured, carefully remove it from the mold or container. Use caution to prevent any damage to the cured part.
8. Post-curing (optional): Depending on the specific polyurethane prepolymer used, post-curing may be required to optimize the material's properties. This can be done by subjecting the cured part to elevated temperatures for a specific period of time.
It is important to note that casting polyurethane prepolymers requires proper safety precautions, such as wearing appropriate personal protective equipment (PPE) and working in a well-ventilated area. Always follow the manufacturer's instructions and guidelines for handling and working with polyurethane prepolymers.
Good Wheel Polyurethane Prepolymer,Casting Polyurethane Prepolymer,Casting Pu For Elastomers,Custom Polyether Polyurethane Prepolymer
XUCHUAN CHEMICAL(SUZHOU) CO., LTD , https://www.xuchuanpu.com